
Clean Label Antimicrobials And Traditional Ingredients
WHEN SECURITY OF SUPPLY IS ESSENTIAL – Turn to Hawkins, your reliable & trusted source since 1938.
When reliability, safety and quality food ingredients are essential to your operation and reputation, trust the domestic resource that has delivered for over 85 years – Hawkins. As one of the most trusted food ingredients suppliers in the industry, Hawkins combines decades of expertise with innovative solutions to meet your sourcing challenges.
How can Hawkins help you with your sourcing needs?
- Reduce risk mitigation and supply chain disruptions
- Fulfill your orders
- Keep your manufacturing plants operational
e(Lm)inate® Antimicrobial Product Lines: Click for more information on Pathogen Control
About Hawkins Food Ingredients:
- Focused on customers for 85+ years
- Quality systems that are second to none
- Flexibility to meet your unique needs
- On time delivery network
- Domestic operations that can respond fast
- Comprehensive product line of liquid food ingredients
- Full line of antimicrobials and traditional ingredients
Why Switch to Liquid Food Ingredients?
- Ease of handling and less need for operator interaction
- Liquids disperse more quickly, offering higher consistency than their
dry counterparts - Easily automated, greater accuracy, and provides reduced labor costs
- Raw material savings and less packaging waste
- Reduced risk of repetitive operational injuries
- Lower energy usage to help you accomplish your ESG goals
Today we are recognized as a leader in the development, production and application of antimicrobial systems. Some of our primary lines are Ultralac and Ultra-Pure. They are based on the proven science of lactates, diacetates, acetates and vinegar to help you:
- Control Listeria
- Control Pathogens
- Extend Shelf Life
- Improve Food Safety
- Provide Clean Label Options
We have developed a unique process that diminishes the harsh and bitter aftertaste characteristic of other commercial products. We also lead the development of unique customized blends to meet the ever changing needs and challenges facing the processed meat and poultry industries. With our customer’s success, Hawkins has expanded to have 3 domestic SQF/ISO Certified production facilities. Our products are Kosher, Halal and have SQF Certification.
Our growth and investment in product development benefits you. We align with industry, academia, government and laboratories to bring science solutions to you.
Because of our vast infrastructure and expertise in acid base reactions, our customers know that we are the most flexible resource available when they need customized liquid products or blends.
Sample of Our Meat & Poultry Solution Portfolio:
Ultralac:
- Ultralac KL-564: Potassium Lactate, 56% + Sodium Diacetate, 4% FCC
- Ultralac KL-60: Potassium Lactate, 60% FCC
- Ultralac SL-564: Sodium Lactate, 56% + Sodium Diacetate, 4% FCC
- Ultralac SL-60: Sodium Lactate, 60% FCC
- Ultralac KL-726: Potassium Lactate, 72% + Sodium Diacetate, 6% FCC
- Ultralac KSL-564: Potassium Lactate, 28% + Sodium Lactate, 28% + Sodium Diacetate, 4% FCC
Ultra-Pure Bestate:
- Ultra-Pure Bestate-DP3: Potassium Lactate, 52% + Sodium Diacetate, 8% FCC
- Ultra-Pure Bestate-P: Potassium Acetate, 40% + Potassium Lactate, 20% FCC
- Ultra-Pure Bestate-DS3: Sodium Lactate, 52% + Sodium Diacetate, 8% FCC
- Ultra-Pure Bestate-P4218: Potassium Lactate, 42% + Potassium Acetate, 18% FCC
- Vinlac-DS2: Sodium Lactate, 52% + Vinegar, 48% FCC
- Vinlac-DP2: Potasium Lactate, 52% + Vinegar, 48% FCC
Science, Research, Application
We are leading the industry with our newest liquid antimicrobials designed to be used at lower levels. e(Lm)inate® is the result of research, application and validation. e(Lm)inate® products offer processors
- Proven control of Listeria
- Lower formula costs
- Cleaner flavor
- Clean label options
e(Lm)inate® Antimicrobial Product Lines
Our newest line of antimicrobials that benefit the Meat & Poultry industries for superior pathogen control.
- e(Lm)inate® LAD : Potassium Lactate, Potassium Acetate, Sodium Diacetate FCC
- e(Lm)inate® V: Vinegar (Buffered, clean label)
- e(Lm)inate® V-Dry: (Buffered, dry vinegar, clean label)
- e(Lm)inate® VL: Vinegar Potassium Lactate
- e(Lm)inate® 411: Potassium Lactate, Potassium Diacetate, Potassium Propionate FCC
- e(Lm)inate® 411S : Potassium Lactate, Potassium Diacetate, Sodium Propionate FCC
Ingredient Works:
Our team of meat and food scientists can customize an ideal solution for your food products.
Formulators today are facing many challenges:
- Shelf-Life Challenges?
- Clean Label Challenges?
- Product Formulation Challenges?
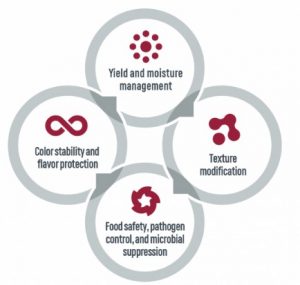
Let Hawkins Be An Extension Of Your R&D Team. Our Ingredient Works team focuses on solving issues beyond food safety with customized product solutions that will:
- Improve efficiencies
- Address yields and moisture management
- Help reduce overall costs
- Unique flavors
- Low sodium formulation
- Improve end product quality
Additional Food Grade Products Include:
- Acetates and Diacetates
- Acetic Acid 56%
- Acetic Acid 80%
- Acetic Acid 99.5%
- Benzoates
- Calcium Chloride
- Chees-Phos ® (Monosodium Phosphate)
- Citric Acid
- Custom Blends
- Dipotassium Phosphate
- Disodium Phosphate
- Lactic Acid
- Liquid Monopotassium Phosphate
- Magnesium Chloride
Act NOW, Contact Us today!
Hawkins is a business-to-business supplier, manufacturer, blender, and distributor of ingredients. We only sell to companies and not to individuals